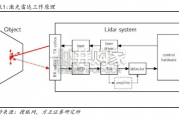
激光雷达(LiDAR)是一种主动遥感技术,通过测定传感器发出的激光在传感器与 目标物体之间的传播距离,来分析目标地物表面的反射能量大小、反射波谱的幅...
2024-01-15 102 光电行业报告
光纤激光器,按照光的波长来划分, 一般是从可见光到近红外光(500nm 到1.5μm之间),其特点是:金属对 该波长范围内的光吸收能力较强,近 红外光适用于金属加工。 按照IPG年报指引,激光器正在向低波 长延伸,半导体激光器、可见光激光 器(蓝光、绿光等)及UV激光器等是 其目前主要拓展的产品。 光纤激光器的相较于气体激光器、固 体激光器而言,优势非常明显,电光 效率高、光束质量好,输出功率区间 宽,占地面积更小,等等。 半导体激光器在光束质量上逊于光纤 激光器,电光效率明显更高。
连续激光器:出光是连续的,峰值功率达到120KW,主要应用在切割、弧焊、钎焊、打孔等等 。半连续激光器(QCW):本质上还是脉冲出光,但是脉宽较长,峰值功率为23KW,主要应用在切割、弧焊、钎焊、打 孔、金属淬火(提高金属延展性、降低直流电阻),尤其适合在点焊、缝焊以及钻孔应用领域替代灯泵浦YAG激光器。 用途上跟连续激光器有一定重叠。 脉冲激光器又可以划分为纳秒、皮秒、飞秒脉冲激 光器等 • 纳秒激光器(脉宽较长):峰值功率为1MW,主要 应用在薄板的划线、刻蚀,钻孔,表面处理,淬火, 打标等。 • 纳秒激光器(脉宽较短,以下更适用于微观精加 工):主要用在薄板的淬火、硅片/玻璃的切割等; • 皮秒激光器(脉宽达到皮秒级别):峰值功率大于 10MW,主要用于打黑、蓝宝石/玻璃切割,光伏 /OLED切割 • 飞秒激光器(脉宽达到飞秒级别):峰值功率大于 29MW,金属薄板切割、钻孔,高精度加工,眼科手术等。
根据2019年中国激光产业发展报告,工业加工占下游总体的比例不断快速提升,意味着其为激光应用中增长最快的细分领 域。2016-2018年,工业加工占到下游总体的比例分别为30%、41.3%、45%。 在工业加工中,激光切割又是增速最快的应用。根据IPG2018年年报披露,激光切割、焊接、打标是最重要的应用领域, 2016-2018年合计占比达到80%、83%、82%,其中切割占总体的比例分别为51%、54%、57%,逐年提升,而焊接三 年分别为18%、20%、16%,打标分别为11%、9%、9%。
激光切割原理:利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同 时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。 一般使用激光熔化切割(相对于激光汽化切割):激光熔化切割时,用激光加热使金属材料熔化,喷嘴喷吹辅助气 体(O2、He、N2等),依靠气体的强大压力使液态金属排出,形成切口。所需能量只有汽化切割的1/10。
")
标签: 光电行业报告
相关文章
激光雷达(LiDAR)是一种主动遥感技术,通过测定传感器发出的激光在传感器与 目标物体之间的传播距离,来分析目标地物表面的反射能量大小、反射波谱的幅...
2024-01-15 102 光电行业报告

根据最新调研报告显示,2023 年全球 MT 插芯市场规模大约为 203 百万美元,预计 2029 年 将达到 249 百万美元,未来几年年复合增长率...
2023-12-20 29 光电行业报告

算力成为AI时代主引擎,高速光模块持续放量。站在全球视角,全球算力保持高速稳定增长态势,2021年全球计算设备算力总规模 达到615EFlops,增速...
2023-12-12 68 光电行业报告

光伏电池片的快速迭代和对降本增效的高需求是光伏激光应用发展的主要驱动力。降本增效 推动光伏电池片技术的高速迭代,从 2012 年起 PERC 电池的逐...
2023-11-11 84 光电行业报告

除了网络设备功耗大幅提升,服务器的散热功耗也非常可观。根据 CCID 数据 统计,2019 年中国数据中心能耗中,约有 43%是用于 IT 设备的散热...
2023-11-11 103 光电行业报告

SR 光源的发展即沿着上述方向推进, 特别是 在降低电子束的横向发射度方面, 目前的第四代光 源已经达到或接近衍射极限, ...
2023-11-07 45 光电行业报告
最新留言